MÉTODOS DE MEDICIÓN DE CALIDAD
PRECISIÓN
![]()
% Proteína - % Gluten - Sedimentación - Alveograma - Farinograma - Mixograma - Panificación
![]()
>
FACILIDAD
<
TIEMPO
<
COSTO
Trigos Argentinos de Calidad
3- Parámetros de Calidad
Instructivo
Ing. Agr. R. Miranda – A.C.A.
Ing. Agr. N. Salomón – U.N.S.
CALIDAD INDUSTRIAL EN TRIGO
Se presenta aquí un breve resumen de los aspectos más importantes de la calidad triguera. El explicativo no pretende ser demasiado profundo, pero sí lo suficiente para entender en la relación entre operadores de la producción triguera, tanto a nivel interno como externo, los requerimientos o especificaciones más comunes del sector industrial molinero.
CALIDAD DE
UN PRODUCTO:
Es la propiedad o capacidad del mismo para satisfacer las necesidades de su destinatario, sea este intermedio o final (es decir nuestro cliente).
TRIGO: Especie gramínea con cuyo grano molido se pueden hacer: panes dulces, pan en sus distintas formas, otros productos panificables como galletitas saladas (craquers), galletas dulces (obleas), pastas, pizas, tortas, discos de empanadas, grisines,etc. ,dentro de lo que conocemos o hemos visto expuesto en nuestro país, y una serie de productos alimenticios que no conocemos, en otras partes del mundo (noodles o pastas asiáticas, panes chatos, chapattis, bollos, etc.).
Dada la variedad de productos finales que pueden obtenerse resulta claro que no puede hablarse de una calidad única para todos los usos.
Es importante conocer que la mayor parte del trigo que se produce en el mundo tiene como destino final la alimentación humana. En los países desarrollados una parte importante se destina a la alimentación animal, pero esto no ocurre en los países pobres. La mayor parte de nuestra producción está destinada a la industrialización panadera, y entonces debemos preguntarnos como mide la calidad industrial de un trigo un molino.que comercializa su harina para la elaboración de pan.
La respuesta es distinta si hablamos de un molino nacional , o de una industria que está en el extranjero, por ej. Brasil, porque este último usará mayoritariamente lo que nos compra para mezclar con producción de su propio país, que consigue a menor precio y que tiene una calidad distinta ( ya empezamos a cuidarnos y no decimos inferior, sino que podemos decir más flojos? ).
Los métodos para medir calidad industrial de los trigos y las harinas más comunes se detallan en el Cuadro Nº1 y Cuadro Nº2. Los más rápidos son menos precisos, y viceversa. Los más rápidos pueden usarse para separar en un recibo, pero no puede hacerse esperar un camión hasta completar un proceso de panificación experimental (dura más de media jornada de trabajo ).
La aptitud industrial de un trigo depende en gran medida de la cantidad y de la calidad de la proteína.
Para decirlo en pocas palabras, las proteínas son sustancias complejas que incluyen: nitrógeno, carbono, hidrógeno, oxígeno y azufre en menor proporción. Una de las limitantes más comunes en la elaboración de las proteínas por el vegetal es la cantidad de nitrógeno que la planta puede encontrar y extraer del suelo (esto tiene que ver con la cantidad de proteína, es el efecto provisión de nitrógeno). Como las cosechas se repiten, se va extrayendo junto con los granos, nitrógeno y otros elementos. El suelo puede reponer Nitrógeno por mineralización, , pero si no hay reposición, comienza a faltar. Sólo las plantas leguminosas (hasta ahora) pueden fijar nitrógeno del aire e incorporarlo al suelo (alfalfa, tréboles, vicia, etc.).La soja está en similar situación, pero dado sus rendimientos en grano y su propio consumo de Nitrógeno, su aporte no es muy significativo. Si las cosechas no siguen un sistema de rotación o secuencia racional de cultivos de un campo, para los cultivos de extracción (trigo, maíz, girasol, etc.) sólo queda como reposición una alternativa: la fertilización.
Las clases de proteínas que la planta puede formar en el grano de trigo son cuatro, y están en el Cuadro Nº3. De ellas, sólo dos son insolubles en agua (es decir que permanecen en la masa de harina), son las gliadinas y gluteninas, y en conjunto ambas reciben el nombre de gluten. Es decir que el gluten es una parte integrante de la proteína, y casi siempre a altos contenidos de proteína le corresponden altos valores de gluten. Pero a su vez , algunos trigos sintetizan unidades de gluteninas de mayor peso molecular ( cadenas más pesadas ) y esto suministra a ese grano mayor aptitud panaderil. Por ello, granos provenientes de dos variedades de trigo que tienen similar contenido de proteína pueden ser muy distintos en su aptitud panadera (efecto de la variedad) . Esto quiere decir que para un panadero no producirá la misma calidad de pan una harina de un trigo del Grupo I que la harina de un trigo del Grupo III aunque tengan ambos 11.5% de proteína.
En cuanto a los métodos: los molinos nacionales prefieren determinar el gluten húmedo (y también el seco) antes que el contenido de proteínas. De cualquier manera, ambos métodos son rápidos, se pueden instrumentar en un acopio, y nos orientan sobre la posible aptitud para panificación de cada lote de trigo. Un trigo que no llega al 10% de proteína no debe ser considerado como trigo para pan. Podrá ser galletitero, o a lo sumo forrajero.
Después siguen aquellos métodos que utilizan elementos mecánicos para medir características y aptitudes de las harinas cuando se humedecen y se amasan (pruebas reológicas):
Alveógrafo de Chopin: (Cuadro Nº4) Ha sido el más utilizado en Argentina por la industria y el mejoramiento. Los valores más importantes de la gráfica que se origina son el W, o área bajo la curva, L o G, extensibilidad y P, tenacidad. Para variedades de trigo pan, cuando los valores de W superan los 300 Joules, decimos que son trigos de fuerza, o correctores, ya que son utilizados en mezclas con trigos de W inferior.
Los trigos de W entre 250 y 300 son considerados como para panificación directa (no para mezclar con otros), y los W menores a 250 corresponden a trigos inferiores para pan, o débiles.
Es importante que las masas sean equilibradas, esto se observa a través de la relación P/L. entre los parámetros tenacidad y extensibilidad. En términos de P/L, los valores ideales están entre 0,75 a 1,25. Si hablamos en términos de P/G, las masas equilibradas oscilarán en W/100. En el Cuadro Nº5 podemos ver los trigos balanceados en el centro, los tenaces a la izquierda y los extensibles a la derecha, para figuras de W mayores a 300, entre 200 y 300, y menores a 200 respectivamente.
El agregado de fertilización nitrogenada, sobre todo cuando se aplica en etapas tardías del cultivo de trigo, mejora la cantidad de proteína en porcentaje, y mejora la calidad panadera, manteniéndose la diferencia a favor de las variedades de mejor calidad. Esto se detecta en el alveograma , Cuadro Nº6 , donde el Rango I corresponde a los trigos de mayor calidad y el Rango III a los peores, y 0N, 50N y 100N es trigos sin fertilizar, fertilizados con 50kg/ha de nitrógeno y con 100 kg/ha de nitrógeno respectivamente. Esto es la experiencia de un año (Molinos Campodónico Ltda.) pero se puede tomar como tendencia.
Farinógrafo de Brabender: (Cuadros Nº7 y Nº8) En un equipo muy sensible y preciso para determinar la aptitud de una masa. En particular, es muy apreciada por la industria de la molinería de Brasil, y se aferran a sus mediciones porque lo han usado siempre y pueden predecir los ajustes que deben aplicar al molino para cada valor distinto de algunas variables que mide el aparato, y las correcciones o enmiendas que deberán hacerse sobre la harina para llevarla a las especificaciones de cada cliente. La más importante de estas variables es la estabilidad (en minutos) o tolerancia a la fermentación, y es el tiempo que media entre el punto máximo de la gráfica y el momento en que pasa por debajo de la línea de 500 unidades Brabender. Un tiempo mayor que 15 minutos ya corresponde a harina de un trigo de buena calidad. Entre 10 y 15 minutos corresponde a trigos de calidad intermedia. Inferiores a 10 minutos indica harina de trigo de calidad panadera floja.
Bajo condiciones normales de cultivo y con un contenido de 12% de proteína (base 13.5 % de humedad) la variedad Cooperación LIQUEN muestra una figura farinográfica destacada (Cuadro Nº 9)
La correlación entre estos dos equipos mencionados es buena, y un trigo destacado por el farinógrafo también lo será en el análisis del alveógrafo, y viceversa.
En un trabajo posterior podríamos describir al Reofermentógrafo, Vicoelastógrafo, Mixografo, Consistógrafo, pruebas de sedimentación, índice de dureza, cenizas, rendimiento de molienda, temper time, gluten index y otras formas de medir calidad que resulten necesarias conocer desde el punto de vista del comercio interno y/o externo.
Un comentario especial corresponde al Número de Caída o Falling Number: Este método determina la actividad enzimática que se desarrolla en el interior del grano de trigo. No mide propiedades inherentes a la calidad genética del trigo, sino que determina alteraciones producidas por un germinado en espiga, acondicionamiento defectuoso (por ej. secado) y/o condiciones de almacenamiento deficientes, inconvenientes que ocasionan un exceso de concentración de alfa-amilasa que en la panificación provoca una textura interna pegajosa. Valores entre 200 y 350 segundos pueden considerarse normales. Valores inferiores al rango indican que ya se han desencadenado reacciones químicas en el grano, y que esto resta calidad a la harina, problema que no puede corregirse. Distinto es cuando los valores de falling son más altos (baja concentración de alfa-amilasa), y que pueden mejorarse por enmiendas con aditivos (enzimas).
Otro factor importante es el clima de cada campaña (Factor Ambiental): resulta a veces difícil de explicar que factores hacen que una misma variedad, con parecidos contenidos proteicos, cultivados en la misma zona, produzcan calidades muy distintas. (Cuadros Nº10 y Nº11). Posiblemente condiciones críticas en el período de formación de las proteínas hacen que la calidad de las mismas (peso molecular) sea distinta aún dentro de la misma variedad. Es de destacar que aún con variaciones los trigos de fuerza pertenecientes al Grupo I (Buck Poncho) se diferencian en todas las condiciones de los de Grupo III ( ProInta Pigue).
Los Cuadros N°12 y 13 muestran a través de los métodos ya explicados como se deteriora la calidad con el mal acondicionamiento (secado) y un mal almacenamiento de los granos de trigo en postcosecha (Ing. Tombetta y Cuniberti, INTA-Marcos Juarez).
En resumen, la calidad es un aspecto complejo que depende de un montón de factores. (Cuadro Nº14).
Aún así, con los datos de análisis de calidad de ensayos donde participan todas las variedades, en distintas localidades y durante por lo menos dos años, usando la mayoría de las pruebas que se han descripto arriba es posible agrupar a las variedades en distintas categorías o grupos, como se vé en los Cuadros Nº15 y Nº16: los trigos del Grupo I serían de fuerza o correctores, los de Grupo II de buena panificación, aptos para fermentaciones largas (más de 8 horas) y los de Grupo III adecuados para panificaciones que requieren fermentaciones cortas (6 horas o menos).
Con los datos de la Red de Ensayos de Trigo (RET) que se siembra en más de 20 campos experimentales de la gran zona triguera Argentina, más la experiencia de los laboratorios de análisis de calidad del INTA en Marcos Juarez y del MAA(Bs.As.) en Barrow, el Comité de Cereales de Invierno de la CONASE ha procedido a agrupar a las variedades que participaron en dichos ensayos.
Algunos laboratorios de análisis de calidad industrial publican lista de calidades, basados en su mucha experiencia en el tema, pero reflejan generalmente el comportamiento de las variedades sólo en su zona de influencia: Chacra Experimental de Barrow. Es interesante hacer notar que algunas variedades se comportan distinto en zonas distintas.
Por último, decimos que no hay trigos buenos ni trigos malos, sino trigos que producen harina adecuada a distintos usos. En algunos casos, la industria puede corregir (mejorar) una harina, pero a un costo de aditivos muy alto.
Una necesidad especial de la Industria molinera es la harina para galletitas. No es posible hoy aplicar el concepto que un mal trigo pan sirve para producir galletitas. En el Cuadro Nº18 anotamos las principales características que deben reunir los trigos que vayan a destinarse para la elaboración de galletitas dulces y galletitas saladas. Se trata de los trigos blandos o “soft” que la industria puede conseguir en cualquiera de los países exportadores que son nuestra competencia. Estos tipos de trigo comienzan a estudiarse en el país y es probable que se encuentren en el mercado en 4 años más en forma oficial, pero es creíble que algunas industrias estén obteniendo hoy producción bajo el sistema de contrato cerrado.
En pocas palabras, los trigos blandos son necesarios para cubrir determinadas necesidades de la industria, en general en el mundo pasa que estas variedades son más rendidoras, pero su producción se paga 10-20 U$A menos la tonelada.
Después de estas pocas explicaciones, creo que podemos entender la preocupación de una industria molinera cuando sale a buscar materia prima para elaborar una harina para un importante cliente que le presenta un pliego de condiciones como el del Cuadro Nº19, y las dificultades que encontrará ACA y sus organizaciones de base, las cooperativas, para proveerle la mercadería si no conseguimos prepararnos para segregar aunque más no sea una parte de nuestra producción triguera.
Bahía
Blanca, 15 de Marzo del 2001.
Ing.
Agr. Rubén Miranda, A.C.A.,
Criadero Cabildo
Ing. Agr. Nelly Salomón, U.N.S. Mejoramiento Vegetal
DETERMINACIÓN
DE LA CALIDAD: MÉTODOS
·
PANIFICACIÓN
·
DETERMINACIÓN
DEL GLUTEN
·
SEDIMENTACIÓN
·
FARINÓGRAFO
·
ALVEÓGRAFO
·
CONTENIDO
DE PROTEÍNA
·
ACTIVIDAD
ENZIMÁTICA
·
MIXÓGRAFO
·
EXTENSÓGRAFO
·
CONSISTÓGRAFO
PRECISIÓN
![]()
% Proteína - % Gluten - Sedimentación - Alveograma - Farinograma - Mixograma - Panificación
![]()
>
FACILIDAD
<
TIEMPO
<
COSTO
PROTEÍNAS
DEL GRANO
|
|
|
ALBÚMINAS |
|
||
|
|
Solubles en solución salina |
|
|
||
|
|
|
GLOBULINAS |
|
||
|
|
|
|
|
||
|
|
|
GLIADINAS |
GLUTEN |
||
|
|
Insolubles
en solución salina |
|
|||
|
|
GLUTENINAS |
||||
MEDICIÓN ALVEOGRÁFICA


USOS COMUNES DE LA HARINA DE TRIGO EN PANIFICACIÓN DE ACUERDO A CARACTERÍSTICAS ALVEOGRÁFICAS
Tenaces Balanceados Extensibles

FARINÓGRAFO DE BRABENDER

FARINÓGRAFO DE BRABENDER
FARINOGRAMA:
COOPERACIÓN LIQUEN

DATOS DE CALIDAD:BUCK PONCHO
|
Cosecha |
Prot.
Grano |
Gluten
Harina |
FN
Grano |
Alveograma |
||||
|
% |
Cal. |
|
W |
P |
P/G |
P/L |
||
|
93/94 |
--- |
36.1 |
C |
--- |
246 |
71 |
3.4 |
0.7 |
|
94/95 |
15.7 |
37.5 |
C |
--- |
420 |
97 |
4.7 |
1.0 |
|
95/96 |
13.1 |
32.0 |
C |
--- |
307 |
74 |
3.5 |
0.8 |
|
96/97 |
14.7 |
36.2 |
C
Gr. |
203 |
473 |
80 |
2.2 |
0.6 |
|
Prom. |
14.5 |
35.5 |
|
|
362 |
81 |
3.5 |
0.8 |
ALVEOGRAMAS
DATOS
DE CALIDAD:
|
Cosecha |
Prot.
Grano |
Gluten
Harina |
FN
Grano |
Alveograma |
||||
|
% |
Cal. |
|
W |
P |
P/G |
P/L |
||
|
93/94 |
--- |
28.5 |
B |
--- |
113 |
52 |
2.6 |
0.6 |
|
94/95 |
15.3 |
46.0 |
EXT |
--- |
187 |
70 |
3.8 |
1.0 |
|
95/96 |
13.2 |
42.2 |
EXT |
--- |
119 |
59 |
3.7 |
1.1 |
|
96/97 |
13.5 |
13.5 |
EXT |
216 |
141 |
44 |
1.8 |
0.3 |
|
Prom. |
14.0 |
14.0 |
|
|
140 |
56 |
3.0 |
0.8 |
ALVEOGRAMAS
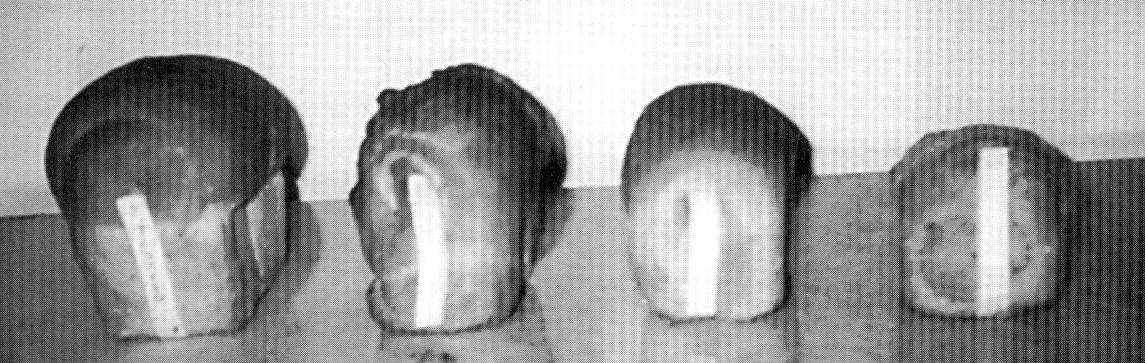
VARIACIÓN DE LA CALIDAD DE TRIGOS DAÑADOS POR
CALOR
PANIFICACIÓN EXPERIMENTAL DE TRIGOS DAÑADOS POR SECADO A ALTAS TEMPERATURAS

CALIDAD
DE TRIGO NORMAL Y DAÑADO
POR
UN MAL ALMACENAJE
|
Peso
Hect. (Kg/hl) |
Humedad
Grano (%) |
Proteína (%) |
Rend.
Harina (%) |
Gluten
Hum. (%) |
Alveograma W
P/L |
Vol.
Pan (c.c.) |
|
TRIGO
NORMAL |
||||||
|
81.60 |
13.0 |
12.4 |
73.0 |
28.1 |
304
1.0 |
730 |
|
TRIGO
DAÑADO |
||||||
|
78.60 |
13.7 |
12.6 |
74.0 |
28.5 |
242
2.3 |
500 |
|
74.10 |
13.7 |
13.3 |
72.5 |
30.5 |
190
3.1 |
450 |
|
69.50 |
13.5 |
12.1 |
69.5 |
No aglutina |
120
7.4 |
285 |
PANIFICACIÓN
EXPERIMENTAL DE TRIGOS
DAÑADOS
EN ALMACENAJE
ALVEOGRAMA
CON DISTINTO GRADO
DE DAÑO EN ALMACENAJE

FACTORES QUE CONDICIONAN LA CALIDAD INDUSTRIAL DE LA PRODUCCION TRIGUERA PREVIOS A LA MOLIENDA
|
VARIEDAD | |
|
CLIMA | |
|
SUELO | |
|
MANEJO | |
|
COSECHA Y ALMACENAJE |
CLASIFICACIÓN
DE LOS MATERIALES GENETICOS
PARA
TRIGO PAN (1)
|
GRUPO |
FUERZA |
PANIFICACION |
VARIEDADES |
|
FERMENTACION |
TIPO
( ej.) |
||
|
|
Correctores |
|
|
|
|
Panif.industrial |
PASUCO |
|
|
|
W>350 |
|
|
|
|
Medianos |
Panif.
tradicional |
FEDERAL |
|
|
Ferment.
> 8 hs. |
CALQUIN |
|
|
|
W
> 250 |
|
|
|
|
Débiles |
Panif.
directa |
NANIHUE |
|
|
Ferment.
< 6 hs. |
SUPER |
|
|
|
W
> 200 |
|
PIGUE |
Contenido
de Proteína ³
11% ( Base 13,5 % humedad)
Los análisis
deben ser hechos sobre muestras de ensayos comparativos con testigos de
calidad conocida.
CLASIFICACIÓN
DE LOS MATERIALES GENÉTICOS
PARA
TRIGO PAN (2)
|
GRUPO |
P A R A M E T R O S
O R I E N T A T I V O S |
Prot. Grano % |
Gluten Húmedo |
Falling Number |
CV. TIPO (
ej) |
||||||||||
|
P |
P/L |
ABSOR |
ESTAB |
AFLOJ |
SEDIM |
S.D.S. |
TOLER. |
RH/CZ |
P.S.I |
P.S.I |
|||||
|
|
|
0,75 |
|
|
|
|
|
|
|
|
|
|
|
|
PASUCO |
|
I |
> 100 |
a |
>60 |
>=20 |
<20 |
>=45 |
>15 |
>200 |
>140 |
<50 |
<10 |
>12.5 |
>30 |
>350 |
PONCHO |
|
|
|
1,20 |
|
|
|
|
|
|
|
|
|
|
|
|
PUNTAL |
|
|
|
0.75 |
|
|
|
|
|
|
|
|
|
|
|
|
FEDERAL |
|
II |
> 80 |
a |
>58 |
10-20 |
20-70 |
25-45 |
10-15 |
>150 |
>110 |
50-60 |
<20 |
>11.5 |
>26 |
>300 |
CALQUIN |
|
|
|
1,20 |
|
|
|
|
|
|
|
|
|
|
|
|
ESTRELLA |
|
|
|
0.75 |
|
|
|
|
|
|
|
|
|
|
|
|
NANIHUE |
|
III |
> 60 |
a |
>56 |
>5 <10 |
>70 <110 |
10-25 |
<10 |
>100 |
>100 |
<65 |
<25 |
>11 |
>24 |
>300 |
SUPER |
|
|
|
1,20 |
|
|
|
|
|
|
|
|
|
|
|
|
PIGUE |
Los análisis deberán ser realizados sobre materiales que estén en el rango de 11 a 15 % de proteína de grano (13.5 % humedad)
ABSOR: Absorción ESTAB: Estabilidad AFLOJ: Aflojamiento SEDIM: Sedimentación
TOLER: Tolerancia RH: Rto. en Harina CZ: Cenizas P.S.I.: Índice de Pureza
CLASIFICACION
DE LOS MATERIALES GENETICOS
TRIGOS
BLANDOS (SOFT)
|
|
GRUPO |
FUERZA |
PROT.* |
G.H. % |
GS % |
P/L |
P |
T.DES. |
ABS. |
EST. |
AWRC |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tipo a |
|
(Galletas Dulces) |
|
|
|
|
|
|
|
|
|
|
|
|
W |
|
|
|
|
|
|
|
|
|
|
|
IV a |
50-120 |
< 10 |
< 22% |
< 7 |
<0.6 |
< 50 |
< 2 min. |
< 55 |
< 2min. |
< 60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tipo b |
|
(Galletas Saladas) |
|
|
|
|
|
|
|
|
|
|
|
|
W |
|
|
|
0,6 |
|
|
|
|
|
|
|
IV b |
150-230 |
>10.5 |
26-30 |
----- |
a
1.0 |
< 60 |
<4 min. |
< 56 |
<5min |
< 60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
*: 13.5%
Humedad |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
V |
TRIGO FIDEOS |
Trigos semoleros. Se detallan aparte. |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
OTROS USOS |
|
|
|
|
|
|
|
|
|
|
|
|
VI |
Todo cultivar de trigo que no pueda
ser encuadrado en los grupos anteriores |
|||||||||
|
|
|||||||||||
ESPECIFICACIONES
TÉCNICAS DE MATERIAS ESPECIALES PARA ULTRACONGELADOS